Surface finish requirements for static and dynamic sealing

What is hardware surface finish? Any surface can look (and even feel) perfectly smooth. However, look closely enough with high magnification and all surfaces will have a degree of fluctuation and a topography that looks similar to a mountain range or the surface of the moon.
The roughness of a surface is generally linked to the way a surface is produced or machined, and any subsequent processes such as coating or platings.
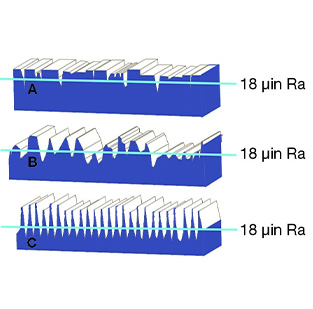
Ra (metric) is the unit of measurement for surface hardware finish. Ra simply, is the mean roughness; the average calculated from the peak heights and valley depths. A surface that is mostly spiked can have the same Ra value as one that is mostly troughed, but each could have a very different impact on seal performance.
Surface finish measuring equipment is capable of tracing a surface finish using a diamond tipped stylus or non-contact 3D laser scanning.
Static and dynamic sealing applications will have different requirements for seal finish. Measuring and analysing the hardware surface finish is important to ensure the correct conditions and no leakage occurs.
If a seal application is static, and is sealing a low molecular size gas such as helium, for example, then a very smooth surface is preferable. For some dynamic applications, it can be critical for either seal friction, or wear life, that the interface between the seal and the hardware is well lubricated.
Specifying the right surface finish for the hardware components that contact a seal can be complex and daunting. Our expert team advise our customers on the relevant parameters, with consideration to what is important for the given application. We ensure the optimum finish is fully specified to achieve right-first-time seal performance.
Find out how our expert quality engineers and inspectors ensure the highest level of quality assurance HERE
What is hardware surface finish?
Any surface can look (and even feel) perfectly smooth. However, look closely enough with high magnification and all surfaces will have a degree of fluctuation and a topography that looks similiar to a mountain range or the surface of the moon.
The roughness of a surface is generally linked to the way that surface was produced or machined, and then any subsequent processes such as coating or platings.
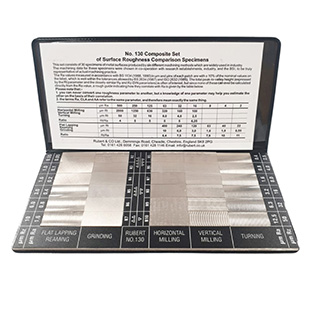
Just a couple of decades ago, the standard approach to assessing surface finish was to use comparison plates, which were small specimen sections of material that had been produced by turning, grinding or milling. A fingernail comparison test with the finished part would then be used to determine which came closest. At this time seal catalogues would typically recommend a surface finish using just the Ra (in metric) or CLA (Centre Line Average, in inches) parameter; often with little regard to what the seal was being expected to do.
Ra simply, is the mean roughness; the average calculated from the peak heights and valley depths. A surface that is mostly spiked can have the same Ra value as one that is mostly troughed- but each could have a very different impact on seal performance. Nowadays, surface finish measuring equipment is much more sophisticated and is capable of tracing a surface finish using a diamond tipped stylus or non-contact 3D laser scanning.
These devices are now reasonably affordable and provide a sophisticated level of results from essentially a portable machine. These instruments can now analyse the surface roughness profile, trace and calculate a large range of parameters that define that profile, including Ra, Rt, Rz, Rmax, Rmr (bearing ratio) and even skewness parameters. What these are, and how they should be measured, have generally been well captured in standards such as ASME B46.1, ISO 4287, ISO 4288 and the upcoming ISO 21920.
Why is surface finish important for sealing systems?
To ensure a seal works effectively, a common presumption when specifying a hardware surface finish is that the smoother the finish the better, however this is not always the case. If the seal application is static, and is sealing a low molecular size gas such as helium for example; then a very smooth surface would be preferable.
This is often referred to as a “closed” surface (with no peaks and very few, shallow valleys). The seal can then mate tightly against the hardware and ensures the leak path for the gas is reduced as much as possible. Even in this scenario, the required surface roughness can be influenced by the hardness (or rather, softness) of the seal material and the pressure being applied, both by the initial seal squeeze and the applied gas pressure.
However, for some dynamic applications it can be critical for either seal friction (and hence noise, vibration and heat) or wear life that the interface between the seal and the hardware is well lubricated. This is partly achieved by ensuring that the surface is more “open”, with small valleys or troughs to trap the lubricant -but no sharp peaks that would abrade the seal material. In these application cases, if the dynamic hardware surface (rod, shaft or piston bore) is too smooth then the seal can wear prematurely, or cause juddering, squeal and excessive heat build-up.
As a result, for dynamic applications it is important to consider all of the factors affecting the tribological performance; the seal (design, material), the dynamic hardware (hardness, material type) and the fluid (viscosity, lubricity, contamination). The hardness of the dynamic hardware can also be a significant factor; hardened or chromed steels at around the 50 Rockwell C level or less can often be polished by the seal itself, so that even if the initial roughness is sub-optimal, good sealing performance is achieved after a brief period of bedding in.
With the use of high hardness coatings such as HVOF and DLCs, the much softer seal material is very likely to be abraded by the hardware, and in these cases it is essential to ensure that the optimal surface finish is met – often requiring a finer finish prior to the coating process (as the coatings can be rougher than the substrate material and post-process polishing is very difficult with such hard coatings).
A final factor to consider is the direction (or lay) of a particular surface finish. Machining marks, scratches, dents or other hardware damage that cut across a sealing contact face will be more likely to result in leakage than (for example) concentric machining marks in the base of an axial face-seal o-ring groove. It is important to consider specifying a lay direction when applying surface finish requirements to the hardware design specifications and drawings.

What hardware surface finish should you specify?
Despite the complexities involved in hardware surface topography, the sealing industry has developed a comprehensive set of recommendations which can vary a little between different manufacturers and suppliers. Because they are so closely related to the seal design and material, they are best found within the specific literature for the products being considered for the application.
This is a good starting point, but for each individual application it’s worth considering whether these specifications should be tightened, or perhaps even loosened to ensure that performance targets can be met without needlessly over specifying the surface finish – because this can add unnecessary processing cost to a part.
The practicalities involved in accessing the surface to measure also need consideration; it is notoriously difficult to check the sidewalls of an O-ring groove for example, especially in a rod/ID sealing configuration, whilst cylinder bores are often less tightly defined due to stylus/probe access issues compared to rods and shafts.
It’s worth ensuring that whoever will be required to produce and check a particular surface finish has both the equipment and understanding to do so, which is very important if using relatively modern and less well known parameters such as Rmr (or Tp, bearing ratio). Further detail can also be found in the ISO and ASME standards regarding measuring settings such as filtering/cut-off values, stylus tip radius, measuring, evaluation and tracing lengths; when validating a suppliers measurements it is important that these machine settings are identical, otherwise differing surface finish values can be legitimately obtained on the same part. Those standards are of course not specific to sealing applications; in general terms we would recommend a cut-off filter (λc) of 0.8, unless measuring very fine (< 0.1 µm Ra) surface finishes where 0.25 would be more suitable, with a 2 micron stylus tip in all cases.
Specifying the right surface finish for the hardware components that contact a seal can be complex and daunting, but some core understanding of the relevant parameters – with consideration to what is important for the given application – can ensure that the optimum finish is fully specified to achieve right-first-time seal performance.